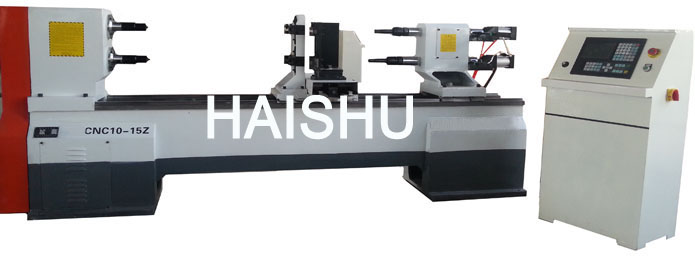
專注數控車床研發生產銷售
數控車(chē)床設備行業誠信(xìn)廠家
全國服務(wù)谘詢熱線
0538-8606989
專注數控車床研發生產銷售
數控車(chē)床設備行業誠信(xìn)廠家
全國服務(wù)谘詢熱線
0538-8606989
聯係電話:0538-8606989
聯(lián) 係 人:宋經理
手機號碼:15264895829
公司郵箱:sxw@taianhaishu.com
QQ: 690569857
微信:690569857
郵(yóu) 編(biān):271000
公司地址:山東省泰安市岱嶽(yuè)區山口工業園

掃描二維碼加微信谘詢(xún)
講解數控(kòng)車床刀具補償操(cāo)作的(de)注意事項
對於數控機床刀具(jù)補(bǔ)償不僅(jǐn)能夠讓加工部件的精度大大的提高而且還對刀具本身起到了一定的休息降溫的作用有效的保證(zhèng)了刀具的(de)使(shǐ)用壽命,但是對刀具補償進行操作的時(shí)候有很多係統需要擁有非常高的(de)操作經驗才能進行(háng),今天我們數控車床廠家就來為大家講解(jiě)一下數控車床刀(dāo)具補償操作的注意事項。
在(zài)數控機床上製造工件可以清楚看出刀具中心運動軌計與工件輪廓不重合,這是因為(wéi)工件輪廓是刀具運動(dòng)包絡形成的。在數控加工中是按工件輪廓尺寸編製程序,還是按刀位點的運動軌跡尺寸編製程序,這要(yào)根據具體情況來處理。其實這個問題的(de)關鍵點(diǎn)在於你要逆著第三軸去看加工平麵。既逆著y軸看向數控車的加(jiā)工平(píng)麵xz平麵,沿(yán)著走刀方向,刀具在工件左邊用左刀補G41,G42右刀補。以臥式車床俯視圖為例前者為後置刀架,現實中y軸豎直向上,圖示指向紙外。
斜軌和平軌數控車床刀具(jù)補償原理是沒有區別的,但是斜軌刀架是後置刀架,而平軌是前置刀(dāo)架,這樣的話如(rú)果站在機床前的你感(gǎn)覺倆個(gè)坐標係在X軸和假想軸Y的(de)方向相反了(le),所以判斷使用G02和G03是相反(fǎn)的,至於移動速度話和斜軌(guǐ)、平軌沒有關係機(jī)床的。刀尖半徑補償刀(dāo)尖圓弧半徑大(dà)小後(hòu),刀具會自動偏離零件輪廓半徑距離。先沿著Z軸的正方(fāng)向向負方向觀察(chá),然後順著刀具運動的方向觀察,若刀具在工(gōng)件的左邊,用G41,反之用G42。外圓加工用G41,內孔加工取G42。因(yīn)此必須(xū)將刀尖圓弧半(bàn)徑尺寸輸入係。
刀具補償功能是用來補償刀具實際安裝位(wèi)置(或實際刀(dāo)尖圓弧半徑)與理論編程位置(或刀尖圓弧(hú)半(bàn)徑)之差的一種功能(néng)。使用刀具補償功能後,改變刀具,隻需要改變刀具位置補償值,而不必變更零件加工程序。刀具補償分為刀具位置補償即刀具偏移補。數控(kòng)車床刀具補償方向答:取消刀具半徑補償指令。由於CNC數控(kòng)車床加工機床的數控程序是針對刀具上的刀位點即A點或O點進行編製的,因此對刀時使該點與程序中的起點重合,CNC數(shù)控(kòng)車床加工時,在沒有刀具圓弧半徑補償(cháng)功能時,按(àn)哪點編程,則該點按編程軌跡運動,產生過切(qiē)或(huò)。
以上就是我們數控車床廠家為大家整理發布的數控車床刀具補(bǔ)償操作的注意事項,希望以(yǐ)上的講述能夠為大(dà)家在今後進行刀具補償操作的(de)時候(hòu)有一定的幫助。
http://www.bantin.com.cn/
數控車床研(yán)發,每一個問題(tí)我(wǒ)們都不容忽視!
怎麽樣使我的設備機器擁有更長的使用壽命?
怎麽樣讓設備具有更高的生產效(xiào)率?
怎麽樣(yàng)保證機器設備簡單易學?
... ...
了解數控(kòng)車床
從我們(men)的網站開始!
全國(guó)谘詢服務熱線:0538-8606989



魯公網安備 37091102000105號