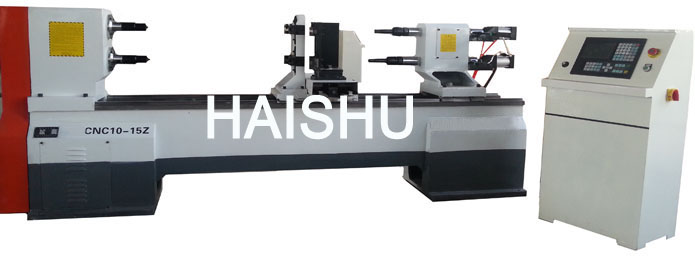
專注數控車床研發生產銷售
數控車床設備行業誠信廠家
全國服務谘(zī)詢(xún)熱線
0538-8606989
專注數控車床研發生產銷售
數控車床設備行業誠信廠家
全國服務谘(zī)詢(xún)熱線
0538-8606989
聯係(xì)電話:0538-8606989
聯 係 人:宋經理(lǐ)
手(shǒu)機號(hào)碼:15264895829
公司郵箱:sxw@taianhaishu.com
QQ: 690569857
微(wēi)信:690569857
郵 編:271000
公司地址:山東省泰安市岱嶽區山口工業園

掃描二維碼加微信谘詢
加工中心在加工(gōng)複合材料時應(yīng)該注意哪些問題?

一(yī)、加工(gōng)中心複合材料的(de)種類
複合材料按其組(zǔ)成分為金(jīn)屬與金屬複合材料、非金(jīn)屬與(yǔ)金屬複合材料、非金屬與非金(jīn)屬(shǔ)複合材料。按其(qí)結構特點又分為:
1、纖維複合材料。將各種纖維增強體置於(yú)基體材料內複合而成。如纖維增強塑料、纖維增強金屬等。
2、夾層複合材料。由性質不同的表麵材料和(hé)芯材組合而成。通常麵材強度高、薄;芯材質輕、強度低,但具有一定剛度和(hé)厚度(dù)。分為實心夾層(céng)和蜂窩夾層兩種。
3、細粒複合材料。將硬質細粒(lì)均勻分布於基(jī)體中,如彌散強化合金、金屬陶瓷等。
4、混雜複合(hé)材料。由兩種或兩種以上增強相材料(liào)混雜於一種基體(tǐ)相材料中構成(chéng)。與普通單增強相複合材(cái)料比,其衝擊強度、疲勞強度和斷(duàn)裂韌性顯著提高,並具有特殊的熱膨脹性能。分為層內混雜(zá)、層間混雜、夾芯混雜、層內/層間混雜和超(chāo)混雜複合材(cái)料。
二(èr)、加工中心加工複合材料時應該注意的些問題
1、碳纖維複合材料層間強度低,易(yì)在切削力的作用下(xià)產生分層,因此鑽孔或切邊應減小軸向力。鑽孔要求高轉速、小進給,加工中心(xīn)轉速一般在3000~6000r/min,進給量達(dá)到0.01~0.04mm/r,鑽頭選用三尖兩刃或兩尖兩刃形式較好,鋒利的(de)刀尖可先將碳纖維層劃斷(duàn),兩刃對孔壁起到(dào)了修補作用,鑲金(jīn)剛(gāng)石的鑽頭鋒(fēng)利與耐磨性俱佳。複合材料與鈦合金夾層(céng)的鑽孔是個難題,一般采用整體(tǐ)硬質合金鑽頭,按鑽削鈦合金的(de)切削參數進(jìn)行鑽削,從鈦合金側(cè)先(xiān)鑽,直至鑽通,鑽削時加潤滑劑,緩解複合材料燒傷。波音公(gōng)司專門研製了PCD組合鑽頭用於(yú)夾層(céng)的鑽孔(kǒng)。
2、3類新型整體硬質合(hé)金複合材料加工專用銑刀的切削效(xiào)果更好,它們都有一些共同特點:剛性高,螺旋角小,甚至是(shì)0°,專門設計的人字形刀刃,都可以有效減小加工中心軸向(xiàng)切削力,減少分層,其加工效率與效果都很好。
3、複合材料切屑為粉狀,對人(rén)體健康危(wēi)害大,應(yīng)采用大(dà)功率吸塵器(qì)吸(xī)塵,采用水冷也可有效降低粉塵汙染。
4、碳纖(xiān)維複合材料構件一般尺寸較大,形狀(zhuàng)結構複雜,硬度和強(qiáng)度都很(hěn)高,屬於難加工材(cái)料。切削過程中切削力較(jiào)大,切削熱不易傳出,嚴重時會燒焦樹脂或(huò)使樹脂軟化,刀具磨損嚴重,因此刀具是碳纖維加工的關鍵,其切削機理更(gèng)接近於磨削而非銑削(xuē),所以,加工中心切削線速度通常要大於500m/min,采用高轉速小進給策略。切(qiē)邊加工刀具(jù)一般選(xuǎn)用整體硬質(zhì)合金滾花銑刀、電鍍金剛石顆粒砂輪、鑲金剛石銑刀、銅基金剛石顆粒(lì)鋸片(piàn)。
數控(kòng)車床研發,每(měi)一個問題我們都不(bú)容忽視!
怎麽樣使我的設備機器擁有更長的(de)使用(yòng)壽命?
怎麽樣讓設備具有更高(gāo)的生產效率?
怎麽樣保證機器設備簡單易學?
... ...
了解數控(kòng)車床(chuáng)
從我們的網站開始!
全國谘(zī)詢服務熱線:0538-8606989



魯公網安備 37091102000105號